
最全的机房与机柜内部理线工艺(二)
五、正向理线所要达到的目标
正向理线可以在机房(主机房的网络区或弱电间)中自进线口至配线架之间全部整齐、平行,十分美观。缺点是施工人员要对自己的施工质量有着充分的把握,只有在基本上不会重新端接的基础上才能进行正向理线施工。在本文中基于目前的布线工程公司已经能够把握工程质量的现实,推荐采用正向理线工艺。

正向理线的目标是同时具有5大效果:
1)配线架预留:配线架背后双绞线预留
2)提高可靠性:提高模块端接后的长期可靠性
3)机房内美观:做到机房内、机柜内任意一处都允许外人拍照
4)施工快捷:耗费1.5人,在30分钟内完成24口配线架的理线
5)机柜内单侧进线:从机柜内的一侧进线,另一侧留给电源、光缆和跳线
这5大效果对于综合布线工程而言有着非常大的意义,详述如下:
1、配线架后侧预留双绞线
在早期的布线工程中,机柜式配线架上的模块端接时,施工人员往往是站在机柜内进行施工,由于机柜内的空间狭小,致使施工人员难以展开,导致施工速度和施工质量下降。现在的布线工程中,施工人员大多在机柜正面进行配线架上的模块端接,他们象面板上的模块端接一样,先端接模块,然后将模块插入配线架中。这就要求模块后的双绞线长度应该留得比较长,如果考虑到模块在今后维护时也会从正面取出,并进行测试和检查,就有必要将这些预留的双绞线保留在配线架后的托架上。
配线架后侧的托架上预留双绞线的另一个目的是为测试不合格的模块保留再次端接的机会。做过施工的人都知道,在工程自测试工程中,模块端接出错和测试不合格的现象时有发生,在对模块进行重新端接后这些问题基本上都能够解决。但模块重新端接前需要将已经打过线的双绞线线头剪去,利用新的线头重新端接,这同样也需要一小段双绞线。
基于以上两种原因,在配线架的托架上预留一些双绞线是最为理想的做法。
2、提高可靠性
早期的模块包装袋中往往有一个100mm长度的尼龙扎带,在模块设计时也会在模块的尾部保留绑扎双绞线的托板。可能是用于成本的原因,现在的非屏蔽模块中大多已经取消了托板和尼龙扎带,而屏蔽模块则仍然保留了绑扎托板和尼龙扎带(用于将双绞线的屏蔽层固定在模块的屏蔽壳体上)。
模块上的双绞线绑扎托板可以起到固定双绞线,使双绞线所受到的外部拉力不会传导到模块端接端的作用,它可以大大提高模块端接的长期可靠性。在取消了绑扎托板后,就有必要考虑在施工工艺中让双绞线为模块的端接点施加压力,而不是施加拉力。因为施加拉力的结果可能会导致若干年后模块的端接点松动甚至双绞线脱落,造成断线故障。
如果能在模块背后的双绞线固定方式上做文章(如:将双绞线弯曲成弧线形或圆环形等等),使双绞线对模块形成微小的压力,这样就可以达到提高长期可靠性的作用。
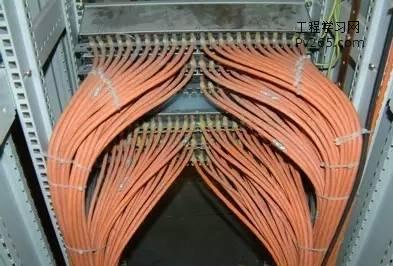
3、机房内美观
机房美观是施工各方都希望做到的效果,但怎样找到快速而又美观的方法却一直是一个困难的事。理线工艺的目标是:能够做到在机房内和机柜内的任意一处都允许外人拍照。

4、施工快捷
机柜内不可能不理线,无论使用哪一种理线方法都会消耗一些人工,只是多与少而已。正向理线由于线缆的一端是可以自由活动的,因此理线速度比较快。根据测算,如果从桥架入口处到机柜之间的距离为9米、机柜高度为2米,24口配线架理线时所耗费的人工为1.5人(1个人全程理线,另1个人在开始时将双绞线穿入理线板时帮助送线,在双绞线从配线架模块孔穿出时负责接线并检查线号是否与标签框内预设的线号一直),那么一束(24根)线缆的理线(从吊顶经架空地板至机柜内的配线架出口处,全长约9米。未计入寻找线号的时间)所耗费为30分钟,因此每个机柜(200根线)的理线仅需半天就可以完成。这个时间远远少于逆向理线所需的时间,比瀑布型和简单理线所需的时间略长,属于工程中可以接受的范围。
5、机柜内单侧进线
大多数综合布线机柜内的双绞线敷设方法为两侧走线,其目的是减少均匀分布。而其缺点是电源插座(或PDU)只能横向固定在两根后立柱中间(可能与双绞线之间的
间距小于标准而导致对双绞线会产生的电磁干扰),或者是安装在没有走线的地方。其实,在机柜内除了水平双绞线之外,还有电源插座(PDU)、光缆、大对数电缆,如果要在机柜之间进行长跳线互连,则长跳线也可能会占据机柜后侧的某一边。
机柜内的所有双绞线最好是沿一侧(一般是右侧)走线,从机柜的底部上升到配线架高度后横向转弯,延伸到配线架的托线架上。而另一侧则以电源插座以及不强电干扰不敏感的、光缆和大对数双绞线电缆,也可以用于敷设长跳线。
这5大效果达到后,从机房双绞线入口处到配线架模块端的所有双绞线已经全部整理整齐,也可以达到从一个机柜到另一个机柜之间的双绞线整理整齐,并在配线架上留有为测试失败时需要重新端接所需的预留双绞线。
六、正向理线对布线材料的要求
正向理线的作用之一是在配线架后侧预留双绞线,为了减少双绞线因弯曲半径所造成的性能损耗,预留双绞线的弯曲半径必须大于双绞线外径(缆径)的4倍(根据TIA 568C-2009,屏蔽双绞线的弯曲半径也是4倍,而不是过去所说的8倍)。而每个1U配线架的高度仅为44mm,所以得利用配线架与跳线管理器的合并高度确保双绞线的弯曲半径在合理的范围内。
根据这一计算,可以确定对正向理线的材料要求:1个配线架配备1个跳线管理器。如果使用2个配线架共享1个跳线管理器,那么理线工艺应该进行比较大的调整,而且可能会造成的结果是美观特性下降。在此,将以1个配线架配备1个跳线管理器的配置方法,介绍正向理线工艺。
七、正向理线所需要的工具
正向理线所需工具十分简单,均为常用工具,其中的自制工具可以在工地上就地取材,自行制作。工具清单如下:

八、理线板制作方法
理线板是正向理线的必备工具,并使用相应的理线表配合理线。理线板可以采用橡胶板、纤维板、层压板或木板在现场自制,也可以在公司里制作后使用。
理线板的制作方法十分简单:测量所用双绞线的缆径,并附加2-4mm后形成理线板的孔径,然后根据板的强度选择孔与孔之间的间距,在板上横向划5根线、纵向划5根
线后留有写编号的空间后确定板的长宽尺寸。剪切或锯下多余部分后,使用手枪钻在划线的交叉点上以所确定的孔径钻25个孔后,用粗砂纸将所有的边沿倒角后,在横向写上(或刻上)1-5的编号,在纵向写上(或刻上)A-E的编号后大功告成。
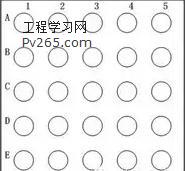
理线板是一块25孔方板(对应于24口配线架的合适尺寸5×5孔理线板,也可以选用4×6、8×8等规格),单面写字,每孔可以穿1根水平双绞线。可以想象:当双绞线穿入理线板后,彼此之间的相对位置就基本固定,根据其位置进行绑扎时不容易出现大的错位现象,更不易出现线缆的交叉现象。
九、常见的理线表
理线板需使用相应的理线表配合理线。
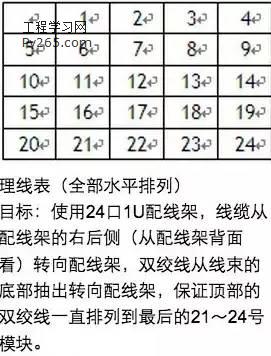
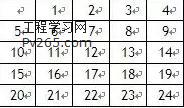
理线表是一张人为定义的表格,当使用24口配线架2可以使用5×5理线板,该理线表为5行5列的表格,每个单元格对应一个孔。理线表的填写方法可以有多种,每种填写方法对应于一种排列顺序。在下图中介绍了其中一种排列顺序(孔内数字代表配线架上的模块编号),它的特点是在配线架背后的每根线全部水平平行排列。
在实际填写理线表时,应将与配线架1-24口对应的线缆线号填入理线表,这样线号与配线架的模块号就一一对应。在一般情况下,当配线架布置图完成后,可使用EXCEL的联动功能,自动形成针对每个配线架的理线表。
理线表的构成可以根据机柜配线架的进线方向和出线方法双重确定:
右进上出理线表
这种理线表的排列参见下图。它的特点是从机柜后侧向前看,双绞线从配线架的右侧进入配线架背后的托线架上,整束双绞线从上方开始出现,1号线进入最右侧的第1个模块孔,依次类推,最后24号线进入最左侧的模块孔。
特点:整束线底面与托线架完全平行。
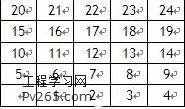
右进下出理线表
这种理线表的排列参见下图。它的特点是从机柜后侧向前看,双绞线从配线架的右侧进入配线架背后的托线架上,整束双绞线从下方开始出现,1号线进入最右侧的第1个模块孔,依次类推,最后24号线进入最左侧的模块孔。
特点:整束线的上平面保持完整的斜线平行,覆盖着下面所有的双绞线,双绞线进入模块时几乎看不见。
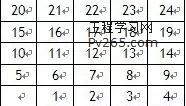
左进上出理线表
这种理线表的排列参见下图。它的特点是从机柜后侧向前看,双绞线从配线架的左侧进入配线架背后的托线架上,整束双绞线从上方开始出现,24号线进入最左侧的第1个模块孔,依次类推,最后1号线进入最右侧的模块孔。
特点:整束线底面与托线架完全平行。
左进下出理线表
这种理线表的排列参见下图。它的特点是从机柜后侧向前看,双绞线从配线架的左侧进入配线架背后的托线架上,整束双绞线从下方开始出现,24号线进入最左侧的第1个模块孔,依次类推,最后1号线进入最右侧的模块孔。
特点:整束线的上平面保持完整的斜线平行,覆盖着下面所有的双绞线,双绞线进入模块时几乎看不见。
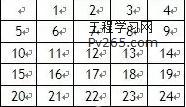
仔细观察这四张表可以看出:1、4表的排列完全一样,2、3表的排列完全一样,所以合并后形成了A、B两张表。其中A表用于右进上出、左进下出,B表用于右进下出、左进上出。
建筑资质代办咨询热线:13198516101
 咨询热线:13198516101
咨询热线:13198516101 
