
化工废水处理项目案例解析
在水环境综合整治如火如荼地推进进程中,我们也不应该忽视工业废水处理等传统的污染治理领域。化工行业作为我国国民经济的重要支柱产业,在我国经济体系中一直占有重要地位。化工废水处理也一直是工业废水处理的重中之重。化工废水体量巨大,污染物排放总量居高不下。废水种类繁多,水质复杂且变化幅度大,处理困难。同时,随着公众环保意识增强,排放标准提高以及清洁生产的推广,化工废水处理进入艰难前行期。
不少化工企业、化工废水处理企业加大投入,积极推动化工废水处理,涌现出一批优秀的化工废水处理案例。
2017年1月起,E20环境平台组织了“优秀化工废水项目”案例评选,得到众多优秀工业废水处理及相关服务的企业的积极响应。经过近3个月的组织,截至目前,有23个化工废水处理项目入围优秀案例。本文将为大家扒一扒这些入围的案例。(备注:排名不分先后)
1神华蒙西焦化一厂生化水处理2×50m3/h新建工程
申报单位:北京桑德环境工程有限公司
神华蒙西焦化一厂生化水处理2×50 m3/h新建工程于2015年建成并投运,处理规模100 m3/h。生化系统主体工艺为我司针对焦化废水处理的专利技术SDN工艺,深度处理工艺采用臭氧催化氧化技术 改进型曝气生物滤池技术(MBAF),最终出水水质达到《炼焦化学工业污染物排放标准》GB16171-2012直接排放标准,COD、氨氮等指标优于该标准。污水站目前已正常运行1年多,出水稳定达标,并已于2016年通过环保部门验收。
本工程污水处理系统主要由一级处理段(预处理)、二级生化处理(SDN工艺)、三级深度处理段(臭氧催化氧化 MBAF)组成,工艺流程图如下图所示。

2中石化扬子石化污水升级改造一、二期工程
申报单位:赛莱默(中国)有限公司
扬子石化污水处理厂地处南京市大厂区内, 污水厂污水处理达标后外排长江,处理污水来自于扬子石化及扬子-巴斯夫的生产生活废水。一期项目于2000 m3/h ,2011年建成投用;二期项目1400 m3/h,2015年建成。目前两期项目的出水COD均稳定在50 mg/L,完全实现了达标排放。

扬子石化一期是石化行业第一个采用臭氧 BAF(爆气生物滤池)工艺的项目,成功解决了石化行业污水深度处理难题,为石化“碧水蓝天”项目的深度处理工艺奠定了基调,扬子二期同样采用了此工艺。臭氧 BAF的工艺最大的特点是不会产生二次污染,处理效果显著,并且在色度处理方面有着其他工艺无法比拟的优势。同时此工艺处理成本低,运行维护简单,设备稳定性强。
3山西潞安高硫煤清洁利用油化电热一体化示范项目水处理
申报单位:胜科(中国)投资有限公司
项目共分为四个站区,分别为含污水处理系统、回用水处理系统、膜浓缩系统及蒸发结晶系统。目的是处理气化装置、合成水处理、生活污水、初期雨水及其他工艺装置排放的生产污水。为实现零排放,将污水、化水站排污水及循环排污水等进行中水回用处理。中水回用产生的浓盐水(高含盐)进一步浓缩蒸发结晶处理。
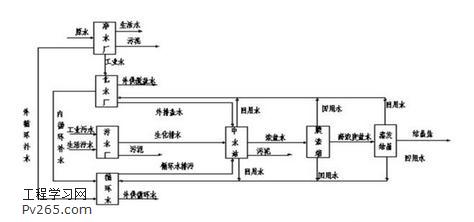
工艺流程图
全厂水系统采用一体化的设计理念,实现了各装置之间的无缝对接,使全厂水系统的设计达到最优化,吨油品水耗达到行业先进水平。即胜科在项目上的所有水厂因污水处理后的全部回用而形成了闭式循环系统,达到了液体零排放。尽可能的降低了该煤化工项目的水耗。
4新疆新业能源化工有限责任公司1,4丁二醇精细化工甲醇项目污水处理工程
(1)申报单位:北京建工金源环保发展股份有限公司
污水处理装置的处理规模按600m3/h设计,合1.5万吨/天。污水站出水水质达到《污水再生利用工程设计规范》GB50335-2002中规定的再生
水用作循环水补充用水及城镇杂用水的水质标准。
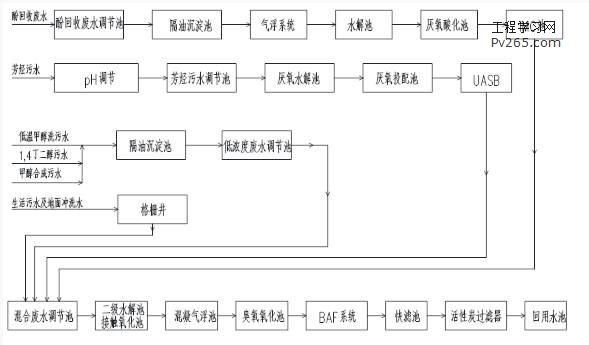
工艺流程图
(2)项目优点:
处理效果好:新业项目污水处理系统对污染物去除效果好,是全国第一套达标运行的鲁奇炉污水处理系统。该系统对COD、氨氮、总酚、石油类、色度、SS等关键指标的去除效率高,出水水质好。
系统抗冲击能力强:首先,污水生化处理系统两级生化池串联,大大提高了系统的抗冲击负荷能力。其次,由于生化系统设计停留时间较长,使难降解物质得以充分反应,同时生化池池容较大,内循环及布水效果好,使得污染物在池中得以充分混匀,增加了系统抗冲击能力。再其次,由于生化系统控制在较高MLSS,可达4000~5000mg/L,也提高了系统的抗冲击能力。
运行费用低:目前在污水系统出水稳定达标的情况下,运行费用可控制在5元/吨污水以下。当将来新业项目自备电厂投运时,由于用电成本大幅下降,可以预期污水处理运行成本还有大幅下降的空间。
自动化程度高:污水系统用电设备数量大,但通过DCS中控系统与PLC子站通讯,实现了较高的自动化控制水平,大大降低了劳动强度,且保证了系统的稳定可靠运行。
处理流程较长:由于前期设计时考虑比较充分,污水处理系统流程较长,在实际运行过程中发现,部分单体可根据需要停止运行,也不会影响污水系统的正常运行。
5和县华骐化工污水处理厂
申报单位:安徽华骐环保科技股份有限公司
和县华骐化工污水处理厂是和县与马鞍山市的重点建设工程,建设规模5000吨/日,占地23亩,项目投资5048万,该项目由安徽华骐环保科技股份有限公司融资、设计、建设和运营。

本项目地处安徽省精细化工园区内,园区企业众多,产业结构复杂,各企业排放的废水水质各异,大多具有酸度大、色度深、高氨氮、高盐度、有毒物质含量高、水质水量变化大、可生化性差等特点,属典型的有机有毒有害难降解的工业废水,统一混合后直接处理较困难。为保证污水处理厂正常运行,各类企业废水(主要是工业废水)在排入园区污水处理厂之前,须各自进行预处理,且预处理排放标准必须达到园区污水处理厂统一纳管标准(一般参考《污水综合排放标准》(GB8978-1996)中三级标准)。
由于水量波动大及水质的难降解性,因而在工艺的选取上,考虑了较长停留时间的调节池,采用了传统活性污泥法工艺(A2O)和新工艺(臭氧高级氧化 BAF)相结合的技术路线,对来水进行了较为彻底的降解,使园区企业产生的废水能够稳定达标排放。其中,处理出
水的主要污染物指标COD≤50mg/L、氨氮≤5mg/L(大多数情况下能稳定在1mg/L以下)、总氮≤15mg/L、总磷≤0.5mg/L 。
6杭锦旗亿嘉环境治理有限公司30m3/h废水零排放工程
(1)申报单位:内蒙古久科康瑞环保科技有限公司
2015年8月20日,内蒙古久科康瑞环保科技有限公司与亿嘉环境治理有限公司签订总承包合同,承建杭锦旗亿嘉环境治理有限公司30m3/h废水零排放工程,该项目位于鄂尔多斯市杭锦旗独贵塔拉工业园区,设计规模为720 m3/d,投资规模为5000万。进水组成:年产260万吨羰基复合肥、120万吨乙二醇、20万吨甲醇项目的生活污水、生产污水、生产废水等经过分质收集与处理后,进入回用水系统进行深度处理,回用水系统产生的浓盐水作为工程项目的进水进行分盐零排放处理。
(2)项目工艺流程如下:
调节罐—-高密池—-砂滤—除碳器—-离子交换—-DTRO—-MVR
(3)项目优势:
经过分盐,产出高纯度工业硫酸钠和工业氯化钠;产水水质良好、持续稳定,达到《城市污水再生利用工业用水水质》(GB/T 19923-2005)规定的“敞开式循环冷却水系统补充水”标准,不仅实现了该项目化工废水的“零排放”与结晶盐的循环再利用,也可以将此工艺技术应用到其他化工废水的零排放与结晶盐的循环再利用项目,打造为典型的示范工程案例。
7宁夏紫光天化蛋氨酸二期中水和循环水补充水项目
申报单位:三达膜环境技术股份有限公司
该项目设计处理量为5000m3/d,投入使用后,每年可节省新鲜水消耗和减少废水排放160万m3。项目为零排放项目,为了提高后端MVR的蒸发效率及节约成本,业主要求对前端膜部分的回收率需达到90%,在复杂的进水水质条件下,经过工程人员的实地考察及对三类废水各项水质的化验,制定了主要由二期中水处理装置、循环水补充水处理装置组成的处理工序。

MBR池
本项目从预处理阶段,运用了臭氧氧化单元,提高来水生化性;改良超滤系统,添加内循环,使其在进水COD过高的情况下,能够稳定运行;反渗透系统,采用进水正反向流自动切换设计,进水的方向变换,减小膜系统的结垢倾向;成本控制方面,使用电子阻垢仪,减少了30%~50%的阻垢剂的投加量。
8安阳化学工业集团有限责任公司终端污水处理站总承包项目
申报单位:嘉诚环保工程有限公司
本项目为安阳化学工业集团有限责任公司终端污水处理站总承包工程。终端污水处理站建设规模为处理污水15000m3/d,由两套并列的生物处理系统组成,每套生物处理系统中污水依次经过反硝化池、厌氧氨氧化池、亚硝化池、硝化池进行处理,经处理后排水符合《省辖海河流域水污染物排放标准》(DB41/777-2013),并达到以下指标:出水氨氮4月~10月≤8 mg/L、1月~3月和11月~12月≤10 mg/L,COD≤50mg/L,SS≤50mg/L。

工艺流程图
本项目水处理站建设规模为处理污水15000m3/d,主要由预处理系统、生物处理系统、污泥处理系统、加药和消毒系统组成,生物处理采用先进的硝化-反硝化和亚硝化-氨氧化组合工艺,具有节省碳源碱度、耗氧量少、反应时间短,污泥生成量少等优点。
9上海金山卫污水厂改扩建工程
(1)申报单位:天津膜天膜科技股份有限公司
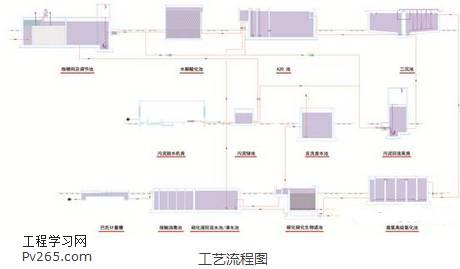
金山卫污水处理有限公司原有一期工程设计规模为2.5万m3/d,原有处理工艺为:初沉池 调节池 兼氧酸化 兼氧沉淀 氧化沟 二沉池,污泥经过浓缩后脱水外运或焚烧。
(2)主要工艺路线如下图:

工艺流程图
(3)项目优点:
对厂外生活污水及工业污水进行分离并在场内对工业废水进行单独预处理,增加工业废水水解酸化的停留时间,提高了工业污水的可生化性,减轻了后续生化处理的负担。
采用膜分离技术,可以将活性污泥全部节流在曝气池内实现生物富集,实现生物的共代谢作用,从而大大提高对难降解有机物的去除率。
由于膜分离作用,能有效控制泥龄,延长水力停留时
间,使世代周期较长的硝化细菌得到有效的繁殖,从而大大提高污水中氨氮的去除率,有效解决目前低温季节氨氮去除率不足的问题;MBR膜孔径为微米级,能有效的进行固液分离,出水水质良好且稳定;由于膜的高效截留作用,膜池内微生物浓度较高,容积负荷高,占地面积小;MBR膜池剩余污泥产量低,极大降低了污泥处理费用。
进水中含有化工废水,化工废水的污水水质、水量变化较大,有较大的冲击负荷。由于膜生物反应器中活性污泥浓度较高,为传统的3~5倍,微生物种群丰富,生物链完备,因此抗冲击负荷较强,加强了污水处理厂生化系统的安全稳定运行。
臭氧氧化技术工艺简单,操作方便,可以根据进水水质灵活改变臭氧投加量,达到去除色的、降解难生化有机物、去除异味的目的。
曝气生物滤池能适应贫营养性污水的处理,进一度去除污水中的污染物,与臭氧工艺结合在污水深的处理中有良好的业绩,两者功能有效耦合,使出水稳定达标。
10常熟新材料产业园水处理生态湿地
(1)申报单位:苏州德华生态环境科技股份有限公司
常熟新材料产业园重点发展新材料、氟化工、精细化工、生物医药等产业,园内有化工企业30余家。化工企业的废水达到接管标准后排入园区污水厂进行处理,处理后的尾水达到太湖地区城镇污水处理厂主要污染物排放标准(化学需氧量60mg/l,氨氮5mg/l,总磷0.5mg/l)。
该项目突破性地采用了德国尖端且跨学科的生态湿地工艺。工程包括生态湿地处理中心、高盐废水监控调节池、尾水收集管道工程和太阳能电站。经生态湿地再处理达到工业用水标准回流至园区工业水厂,实现了工业废水“零排放”和水资源的循环利用。项目列入了“十二五”国家重大水专项太湖流域水环境管理技术集成综合示范项目中。
本项目的工艺路线为:“调节池-垂直流滤床-生态塘-表面流滤床-饱和流滤床”。

项目平面图
(2)项目优点:
该项目的建设填补了国内污水处理厂尾水到地表水之间的生态水处理技术空白,解决国际难题,作为江苏省首个利用生态湿地处理中心实现化工园区污水资源化与循环利用工程,为实现化工园区工业污水的再生处理和循环利用开辟了新路。项目具有如下特点:
难降解物质的去除:持久性和难降解的化学物质存在于化工区污水厂的尾水中,因为所有容易降解的化学物质已经被污水厂去除。项目经过两年多的运营,已经展示出能够高效处理化工区企业排放的高盐废水中的持久性和难降解化学物质。
生态技术:将德国先进的湿地技术本地化,处理过程不添加任何化学药剂,可将相当于地表水劣V类的尾水净化达到地表IV类水,并无二次污染。
循环利用:工业污水厂工业净化水经湿地中心净化后进行回用,实现水资源的循环利用,为生态工业园建设提供最佳解决方案;
科学研究:配套建设监测中心,为湿地中心的稳定运营提供保障,为科研积累生态数据,构建数据库和交流平台;
低能耗:无动力的布水系统,太阳能电站建设,能够大大降低产业园项目的运营费用。
11化工行业难降解废水系列项目
(1)申报单位:湖南湘牛环保实业有限公司
四川省聚润新能源科技有限公司所提供的双氧水废水水质及排放工况资料说明双氧水生产废水水量小,冲击水量较大;双氧水废水特性为高浓度CODCr、酸性强、石油类浓度高、少量过氧化氢等污染物质,具有水量较小、水量水质变化大、CODCr高、强氧化杀菌性的特点。结合业主的要求和我公司同类工程处理工艺及处理效果,在本工程工艺设计中,对该生产废水采用“缓冲池 隔油+综合调节+催化氧化+除磷反应池+高效气浮+A/O-MBR+臭氧催化氧化”的联合处理工艺,能达到理想的处理效果,实现持续稳定达标排放。经济、简便、实用。
(2)工艺路线:缓冲池 隔油池 综合调节池 催化氧化池 除磷反应池 高效气浮池 A/O-MBR 臭氧催化氧化。
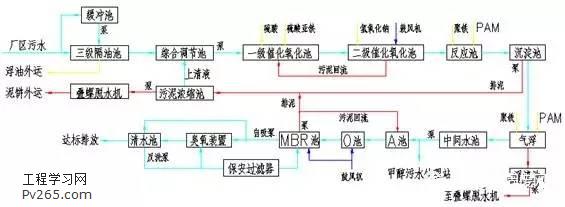
工艺流程图
12内蒙古包钢稀土(集团)高科技股份有限公司稀土生产“三废”综合治理技术改造工程-包头华美稀土硫酸铵废水处理
(1)申报单位:陕西华陆化工环保有限公司
北方稀土硫酸铵废水处理项目采用了独创的资源分质回收与污水处理系统解决方案,该方案获得了第五届创新创业大赛(陕西赛区)三等奖,该方案采用了四种创新工艺,包含了五个专利技术,其中的膜浓缩系统是目前亚洲最大的电渗析废水处理项目,该方案使稀土行业零排放成为现实,实现了稀土废水的有价值物料回收,创造了可观的经济价值和环境价值,为稀土行业的可持续发展奠定了坚实的基础。
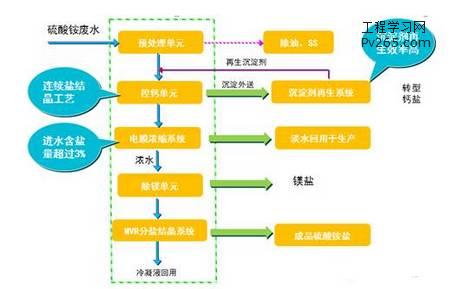
工艺流程图
(2)项目优点:
采用“资源分质回收及污水处理系统解决方案”,水回收率高;
运行能耗低;
副产物回收利用;
沉淀剂回收重复利用降低了加药的费用;
减少了废固排放量;
运行成本低;
对节能和环境保护有较大的贡献;
社会效益和经济效益明显。
13常熟中法工业水处理有限公司新建10000吨/日工业废水处理工程
申报单位:常熟中法工业水处理有限公司
本项目是由常熟中法工业水处理有限公司投资建设,总投资额1.2亿元人民币。常熟新材料产业园是江苏省常熟市的专业化工园区,园区重点发展了氟化工、精细化工、生物医药等行业。该项目作为园区污水处理厂的二期工程。
本项目位于常熟新材料产业园(江苏高科技氟化学工业园)内,所接纳的废水90%为工业废水,本园区的化工废水具有盐分高、成分复杂、有毒有害物质多、难生物降解(原水B/C小于0.2),处理难度很大。本工程项目根据所接纳废水特点,有针对性的采用了多项专利技术
,优选了工艺处理流程,确保了出水水质符合严格的太湖地区排放标准。
项目工艺采用三级处理工艺:一级处理采用化学混凝沉淀处理工艺,二级处理采用A2O(厌氧 缺氧 好氧)生化处理工艺,三级采用高密度混凝沉淀 活性炭吸附 化学氧化处理工艺。
本项目在全国化工园区具有很好的代表性,可为大部分工业园区提供很好的借鉴和示范作用,也为解决大规模处理难降解废水提供了可靠的技术验证。
14中国石化长城能化(宁夏)有限公司高盐水零排放项目
申报单位:倍杰特国际环境技术股份有限公司
中国石化长城能源化工(宁夏)有限公司排放的高盐水未经处理将不允许排放,故给企业生产带来制约,且高盐水排放量很大,根据全厂水平衡,有10800m3/d(450m3/h)总溶解固体(TDS)在4500mg/L的高含盐水排放,配套新建高盐水零排放装置。

工艺流程图
针对该项目水质使用了倍杰特的特种中高压膜(GTR3/GTR4),经过22个月的稳定运行,期间最大运行水量540 m3/h。运行期间GTR3特种中压膜浓缩装置设计回收率>70%,实际运行回收率72~75%;GTR4特种高压膜浓缩装置设计回收率>70%,实际运行回收率~75%;因此整体系统回收率≥93%。实际测算出运行成本在6.2~7.5元/吨进水。实现了真正用得起的零排放装置。
15龙口黄水河污水处理厂提标改造工程
(1)申报单位:北京安力斯环境科技股份有限公司
龙口黄水河污水处理厂设计总处理规模为4万m3/d。本提标改造工程在生化工艺后端新增混凝沉淀池,末端采用臭氧预氧化 高级氧化 滤布滤池,设计处理规模为2万m3/d,出水COD值≤30mg/L。
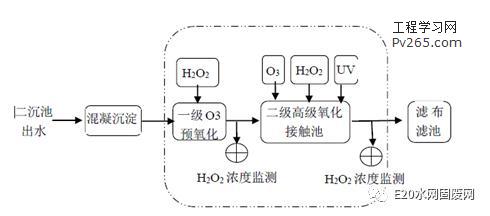
工艺流程图
(2)项目优点:
采用高级氧化技术,高级氧化技术又称深度氧化技术,以产生具有强氧化能力的羟基自由基(?OH)为特点,在高温压、电、声、光辐照、催化剂等反应条件下,使大分子难降解有机物氧化成低毒或无毒的小分子物质。常用的AOPs(Advanced Oxidation Processes)技术有O3/UV、O3/H2O2、UV/H2O2、H2O2/Fe2 (Fenton试剂)等,在高pH值情况下的臭氧处理也可以被认为是一种AOPs过程,另外某些光催化氧化也是AOPs过程。高级氧化技术具有反应时间短、反应过程可以控制、对多种有机污染物能全部降解等优点。
采用O3、H2O2等与UV结合的高级氧化工艺技术,在去除COD的同时起到杀菌的作用,满足出水标准对粪大肠杆菌数的要求,可减少终端消毒设备的投资及运行成本。
16齐鲁石化分公司乙烯污水处理厂接触氧化池升级改造工程
(1)申报单位:青岛思普润水处理股份有限公司
齐鲁石化分公司乙烯污水处理厂接触氧化池升级改造工程于2015年完成项目建设,在乙烯污水处理厂接触氧化池的升级改造中采用了MBBR工艺进行改造,改造完成后提高了氨氮和部分有机物的降解效率。
(2)工艺路线:
针对项目实际水质特点,本项目通过对接触氧化池进行改造,提高氨氮和部分有机物的去除,并通过后高级氧化工艺确保出水水质稳定达标。接触氧化池采用MBBR工艺,解决活性污泥培养和驯化难的问题 。高级氧化确保出水水质各项指标稳定达到设计标准。
一是,进水中有机物可生化性差,生化处理出水中溶解性难降解COD浓度较高;本厂实际进水B/C值平均为0.12-0.16,远远低于污水可生化参考值0.3。
根据这种情况,本厂采用生化处理工艺的处理难度较大,面临生化系统无法启动的窘境。要使生化系统启动运行,必须采取一定措施,采取物化高级氧化的方法,提高可生化性并强化对惰性有机物的处理。
二是,由于进水中钙镁离子浓度和盐度较高,需要采用耐盐的工艺,并且要尽量避免系统结垢问题。
针对难降解有机物的处理,工程上技术经济较为合理的方法是将高级氧化与生化处理工艺相结合,在确保有机物处理效率的同时控制投资和运行成本适中。针对氨氮的处理,采用生化处理是最为技术经济合理的,但要解决由于进水可生化性差、各污染物浓度不平衡造成的活性污泥培养驯化困难和生化处理不稳定的问题。
(3)项目优点:
1、可生化性差的水质处理效果好;
2、解决了化工废水中常见的盐度高问题。
17内蒙古中煤蒙大新能源化工有限公司年产50 万吨工程塑料项目污水处理装置
申报单位:麦王环境技术股份有限公司
本污水处理装置总的设计规模为300m3/h,日处理污水量7200m3。
工艺流程图
本污水处理装置主要接纳烯烃分离装置、DMTO装置、聚丙烯装置、聚乙烯装置排放的生产、生活污水,以及污染区的初期雨水和事故污水。
根据DMTO生产装置废水水质、水量波动大的特点,设置了较大容积的调节池,以保证后续处理过程进水的稳定性。
采用“隔油 气浮”预处理工艺,能保证生化处理工段进水油含量低于20mg/L,在满足生化处理要求的同时,CODcr也得到了一定的降低,有利于后续的生化处理。
生化处理采用水解酸化 好氧工艺,使污水中难降解物质进行水解酸化反应,有利于后续的好氧生化处理。
本工程深度处理工段设置了混凝澄清池,通过混凝剂与水中胶体和悬浮物的絮凝作用,进一步降解水中有机物浓度,保证出水达到国家《污水综合排放标准》(GB8978―1996)中表4“第二类污染物最高允许排放浓度”中的一级标准,并为污水回用奠定基础。
18安徽临涣焦化股份有限公司焦化出水深度处理及回用项目
申报单位:北京金控数据技术股份有限公司
本工程为临涣焦化股份有限公司焦化生化出水深度处理及回用项目。设计规模200m3/h,系统水回收率75%,其中80m3/h产品水回用为锅炉补给水,70m3/h产品水回用为循环冷却水补水。
本自控系统使用西门子软硬件,上位机使用西门子上位软件,本项目中控室有两台工控机,它们用以太网和PLC连接,两台工控机为同一级别可以同时接收数据、信号,当对其中一台工控机进行操作改变时,另一台工控机会接收到相应的改变并会做出相同的变化。
下位机使用S7-1500系列PLC,本系统上位机相互独立的两台,互为备用,下位机3套PLC cpu:微波提升泵及加药PLC1,多介质过滤、超滤及加药PLC2,反渗透、混床及加药PLC3。
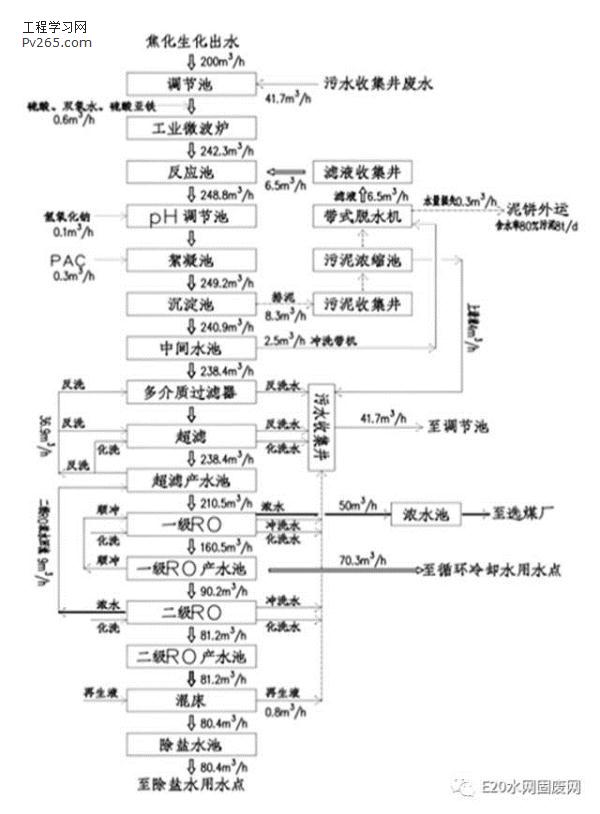
工艺流程图
污水深度处理回用技术就是实现资源循环利用,降低污染物排放的典型代表,其处理后的废水能达到国家二级排放标准。随着焦化厂二期工程的批复,焦化污水产生量将增加,从承担社会责任、建设生态环保型企业的角度考虑,根据国家要求,上马生化出水深度处理回用项目,实现水资源循环利用,彻底解决焦化污水处理后水的出路问题。
自控系统自带设备管理,工艺参数管理等专家系统,专家系统是利用大量焦化深化水处理的数据处理分析经验,建立实时专家系统决策库,构建专家系统决策树,实现对生产过程调度和运行中产生的问题进行自动诊断和分析,并提供专家系统解决。
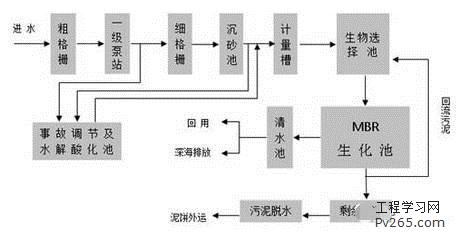
已占污水价格的一半,在处理成本上优势比较大。
生物池四条线路并联运行,处理方式更加灵活可靠,既节约运行费用,又降低了污泥培养的难度和缩短时间。
首格升流式厌氧水解池,为专利技术,能有效提高B/C比。
臭氧催化剂的使用,能有效降低臭氧使用量,在臭氧池采用100%回流能有效提高臭氧使用效率。
末级设置“高效澄清-臭氧催化氧化-BAC 组合”的深度处理组合单元,确保出水稳定达标排放。
22惠州大亚湾石化工业废水处理
(1)申报单位:惠州大亚湾清源环保有限公司
工程于2005年3月开工建设,2006年8月建成,2007年1月开始进行系统试运行,2009年8月通过环保验收并正式投入生产。经处理后的出水水质指标达到广东省《水污染物排放限值》(DB4426-2001)第二时段一级标准。
工艺流程图
(2)项目优点:
工业类废水建设规模大,行业典范;
事故应急污水和高浓度废水处理经验丰富,辐射周边;
生产管理规范,清洁生产、运营安全;
自动监控设施完善,管理高效;
园区各类配套齐全,应急保障措施健全。
23甘肃宏汇能源化工有限公司1000万吨煤炭分质利用项目一期工程(150万吨)中低温煤干馏高浓度酚氰污水处理站BOT项目
(1)申报单位:甘肃富蓝耐环保水务有限责任公司
本项目采用自主研发了创新污水处理工艺流程,针对污水中高浓度的“酚、氨、油”等污染物采用资源化的方法,既处理了污染物,又把污染物转化为化工原料加以回收利用。对回收“酚、氨、油”后的污水,进一步采用浙江汉蓝环境科技有限公司《HSBEMBM环境治理微生物技术》专利技术,结合“O-复合脱氮池 0-A/0工艺”,辅以气浮、混凝、HLSA等物化法废水治理工艺;深度处理采用“BAF 臭氧光催化氧化 高级好氧流化床反应器 膜过滤”等处理工艺。使得污水经过处理后达到《炼焦化学工业污染物排放标准》(GB16171-2012)标准,达到《城市污水再生利用―工业用水水质》(GB/T19923-2005)标准,回用于生产系统的补充水,做到污水资源化利用。
(2)本项目有四个创新点:
对高浓度污水中“酚、氨、油”等污染物的冶理采用资源化方法,实现资源化回收率达到80%以上,而不是简单的为冶理而冶理。既消除的污染,又变废为宝,一举两得。
对低浓度污水采用多级组合处理工艺,使处理后的污水达到回用水标准,用于生产系统的补充水,实现污水资源化利用,而不是简单的达标外排。
对最后产生的少量浓盐水采用固化技术,变成固体废物,便于送当地危险固废处理中心进行最终处置,避免了二次污染。
本项目的工艺技术达到了国内领先水平,尤其在污水资源化利用与冶理相结合方面上有了突破性进展,为今后的煤化工高浓度酚氰污水治理闯出了一条新路子。
来源: E20水网固废网 作者:王小青
建筑资质代办咨询热线:13198516101
 咨询热线:13198516101
咨询热线:13198516101 
