
轴承的断裂失效实例 不同类型的裂纹形貌和断口特征
摘要:通过轴承的断裂失效实例,分析淬火、锻造水裂、车削和磨削裂纹的形貌及断口特征,探讨了裂纹的形成原因和相应的预防措施,总结出不同类型的裂纹形貌和断口特征。
1前言
某轴承厂在装配88107EYYN轴承期间,接连发现轴承外圈在装配力作用下断裂,对这批轴承套圈调查结果如下。
1.轴承结构
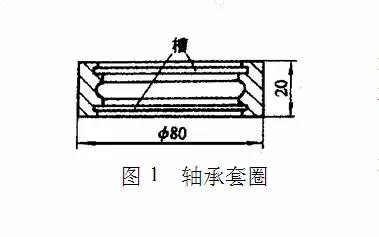
该轴承套圈比普通套圈多二条密封槽,此结构特点决定它比普通套圈更容易引起应力集中(见图1)。
2.零件的选材与加工工艺
1)原材料:采用GCr15热轧圆棒料。
2)工艺流程:下料―锻造―退火―车削―淬火―清洗―回火―磨削―装配。
3.工艺现状调查
1)锻造:由于冷却锻模的水管泄漏,压力机附近地面有积水。
2)车削:操作人员采取大进给量切削,使部分套圈表面出现很深的刀痕。
3)淬火:振底式氮气保护淬火炉,由于长期未清除炉膛,滴入的丙酮与套圈携带的脏物,在炉底板上形成较厚的粘状物,使部分套圈在淬火加热时被粘在炉内停留时间过长。
4)磨削:操作人员采取高速磨削,使用已变钝的磨轮,并保持大进给量,导致磨削时冷却不充分,产生大量的磨削热。
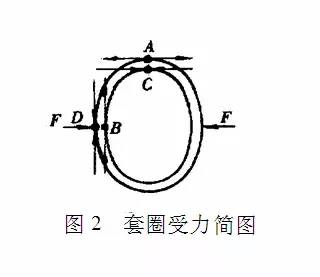
5)装配:装配时须加力使套圈变形,才能将最后一颗钢球放入内、外套圈的间隙中。如图2所示,在外力F的作用下,套圈外表面A处和内表面B处受到拉应力,而在外表面D处和内表面C处则受到压应力。
2裂纹形貌及断口特征
从该批套圈中抽取50只,先进行冷酸洗,发现部分套圈有裂纹,但未发现表面脱碳,然后对这部分套圈进行去应力回火和热酸洗。
去应力回火工艺和热酸洗方法为:(1)去应力回火工艺:加热到400℃,保温1h,取出空冷至室温。(2)热酸洗方法:套圈在50%HCl溶液中加热到60℃,煮20min,取出用冷水刷洗。
热酸洗后发现12只套圈表面有裂纹,其中淬火裂纹5只,锻造水裂2只,车削裂纹2只,磨削裂纹3只。在这些次品套圈中,有的套圈同时存在2种不同类型的裂纹。再取不同类型的裂纹套圈各1只,垂直于裂纹截取试样、观察裂纹周边和末端形貌。分析如下。
1.裂纹形貌分析
1)淬火裂纹(见图3):裂纹细长,弯曲不规则地分布在套圈外表面,裂纹起始端在密封槽(应力最集中的位置)。从图4裂纹的周边和末端形貌上可看到裂纹深0.2mm,平直无分枝,周边无氧化脱碳区,裂尖锐利。原因是裂纹在淬火快速冷却过程中形成,随后套圈不再经过长时间高温加热,因此裂纹周围无氧化脱碳区。

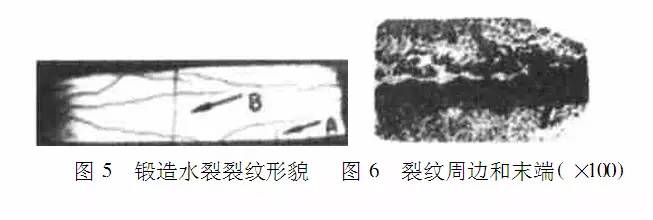
2)锻造水裂裂纹(见图5箭头A处):裂纹起始于端面倒角处,沿轴向延伸。普通锻造裂纹是锻加工后沿晶界出现的表面龟裂状开裂,而锻造水裂裂纹是锻造成形的高温套圈掉入地面积水中,套圈部分区域在积水中被淬火所造成。再从图6的裂纹周边和末端形貌上可看到,裂纹深0.5mm,平直无分枝,周边有氧化脱碳区,裂尖圆钝。原因是套圈在锻造后再需退火,在退火过程中裂纹经过长时间高温加热,使裂纹周边产生氧化、脱碳。
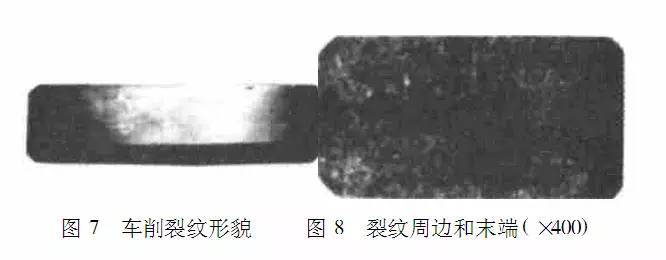
3)车削裂纹(见图7):裂纹短而直,沿套圈圆周方向(即车刀运动方向)断断续续地平行分布,再从图8的裂纹周边和末端形貌来看,裂纹深0.1mm,无分枝和氧化脱碳区、裂尖锐利。原因是车削裂纹也在淬火过程中形成,以后不再经历长时间高温加热,所以裂纹周围无氧化脱碳区。
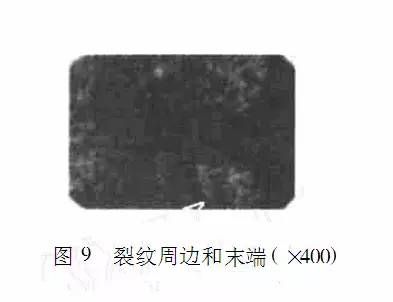
4)磨削裂纹(见图5):裂纹呈网状分布,其形貌与热处理表面龟裂相似但有区别,磨削裂纹套圈的表面有时伴随出现带状回火区域,热处理表面龟裂的原因是表面脱碳,而冷酸洗时未发现表面脱碳,因此图5中的表面网状裂纹是磨削裂纹。再从图9的裂纹周边和末端形貌来看,裂纹
深0.08mm,无分枝和氧化脱碳区,裂尖锐利。原因是磨削裂纹形成后也不再经历长时间高温加热,因此裂纹周围无氧化脱碳区。
2.断口特征分析
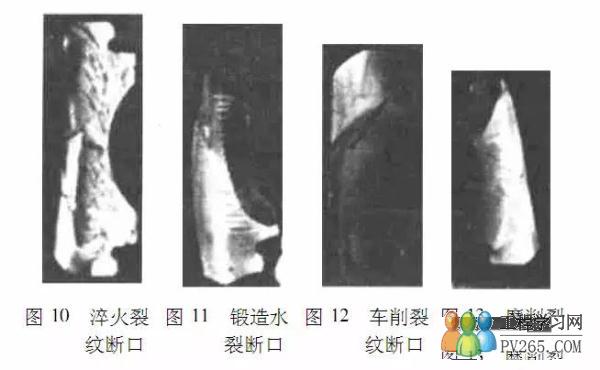
1)淬火裂纹断口:由灰色粗结晶状断口区组成,根据JB1255―91标准评定为过热断口(见图10)。
2)锻造水裂断口:断口由浅灰色细瓷状脆性断口区组成,按有关标准评为正常断口,但在滚道一侧有宽2mm、长16mm的黑色断口区,而在黑色断口区与浅灰色断口区交界处有多条极细的放射线,这表明黑色断口区为裂纹源(见图11)。
3)车削裂纹断口:断口平直,由灰色细瓷状脆性断口区组成,按标准评为正常断口。此外在断口上还可看到短的径向裂纹与套圈内表面粗车刀痕相连,这表明裂纹是在粗车刀痕根部起裂并朝径向扩展而形成,在外力作用下它进一步加深(见图12箭头处)。
4)磨削裂纹断口:断口由浅灰色细瓷状脆性断口区组成,按标准可评为正常断口,此外在断口上也有放射线,但无黑色断口区(见图13)。
3裂纹形成原因及预防措施
1.淬火裂纹的形成原因是由于在振底式氮气保护炉内部分套圈被粘住,而未能按节拍振出高温加热区,导致淬火加热温度过高,加热时间过长,使奥氏体晶粒变粗,碳化物溶解过多,在淬火过程中形成粗大马氏体,伴随产生很大的组织应力和热应力,当套圈应力集中处(密封槽)的应力超过原子间结合力则产生微裂纹,随后微裂纹进一步扩展形成淬火裂纹。预防措施是清理振底式氮气保护炉炉膛粘状物,防止套圈加热时被粘住。
2.锻造水裂裂纹的形成原因是锻加工时操作人员不慎将刚锻造成形的高温套圈掉入机床附近的地面积水中,预防措施是排除地面积水或防止套圈掉入积水。
3.车削裂纹的形成原因是淬火冷却时在粗车刀痕处产生应力集中,使刀痕根部开裂产生微裂纹并径向扩展。预防措施是使操作人员正确地执行操作工艺,避免产生粗车刀痕。
4.磨削裂纹的形成原因是磨削过程中采用钝磨轮和大进给量高速磨削,使套圈表面温度达820~840℃,套圈表面部分区域被重新奥氏体化,这部分奥氏体在冷却液作用下再次被淬火成马氏体(二次马氏体),由此产生很大的热应力和组织应力,结果在套圈表面形成网状磨削裂纹。预防措施是及时修整磨轮,避免采用大进给量高速磨削,减少磨削热。
4结论
1.淬火裂纹:裂纹呈不规则线条状,起始于应力集中区(如棱角、凹槽、夹杂物等部位),裂纹周边无氧化脱碳区,裂尖锐利,过热断口。
2.锻造水裂裂纹:裂纹较深,起始于水浸部位,裂纹周边有氧化脱碳区,裂尖圆钝,正常断口
建筑资质代办咨询热线:13198516101
标签:轴承
版权声明:本文采用知识共享 署名4.0国际许可协议 [BY-NC-SA] 进行授权
文章名称:《轴承的断裂失效实例 不同类型的裂纹形貌和断口特征》
文章链接:https://www.scworui.com/6648.html
该作品系作者结合建筑标准规范、政府官网及互联网相关知识整合。如若侵权请通过投诉通道提交信息,我们将按照规定及时处理。
 咨询热线:13198516101
咨询热线:13198516101 
