
大型船体铸件在铸造过程中的涂料应用

铸造涂料是涂刷在铸型表面的一层耐火涂层,从而改善铸型表面的耐火度、化学稳定性,以及抗冲刷、粘砂的特性。根据铸件的要求不同,涂刷厚度也有所区别。
铸件生产过程中,砂型芯的工作表面质量直接影响到铸件的外观质量,而浇注过程中砂型工作表面的强度对铸件表面质量的影响更突出。造型过程中保证砂型工作表面质量的基本措施有:一是面砂使用特种砂,保证造型、制芯过程中型砂的紧实度,以及采用合理的固化方式;二是根据铸件结构的不同在砂型表面合理地选用涂料,并且保证涂料的涂刷效果。通过树脂砂生产过程中大量的试验数据统计表明,合理地涂刷耐火涂料可以保证铸件质量,在一定程度上可以缩短后续铸件清理落砂时工期,降低材料消耗成本。
1.涂料的分类及作用
根据不同铸造合金可分为铸钢、铸铁、铸铜、铸铝及铸镁等用涂料;根据耐火材料不同可以分成石墨粉、石英粉、镁砂粉及锆英粉等涂料;根据不同载液可分为:水基涂料、有机溶剂快干涂料、水基自干涂料、有机溶剂自干涂料等。
涂料的作用:在型芯表面制造一层保护气氛,有利于减少铸件机械粘砂和化学粘砂;降低金属液对砂型的热辐射,保证型芯质量;防止砂型中有机添加物的分解导致N、P、S等有害元素对铸件不良影响;提高后续清理落砂效率。
2.涂料的防止粘砂机理
涂料防粘砂的主要机理是:涂料中耐火粉料要比型砂颗粒细的多,涂料涂覆后,封闭铸型表面孔隙,阻挡金属液渗透铸型表面内层,减少液态金属的渗入铸型间隙的深度,防止机械粘砂;通常情况下涂料中加入的附加物在高温情况下析出足够的还原性气氛,提高粘砂层与铸件之间的剥离性,减少化学粘砂。
在涂料中添加适宜的耐火粉或助熔剂,使耐材在金属液的热作用下烧结成玻璃体并在冷却时能够剥离下来,或添加能形成强氧化性的材料在铸型表面创造强氧化性气氛,在铸件表面获得强氧化性易剥离烧结层,从而防止化学粘砂。
3.生产船件时的实际生产过程
我公司为某船舶公司生产的上铸件轮廓尺寸1650mm×2210mm×1962mm;工艺重量36t,钢液量58.7t,最大横断面1773mm×1650mm。采用呋喃树脂砂组芯造型,可以确保铸件整体外观的尺寸要求以及船检过程中的认证要求。
在初次制作过程中使用国内某单位的醇基锆英粉涂料,因其锆英粉含量以及附加物的性能导致铸件大面积粘砂,特别是轴孔位置粘砂严重,粘砂部位清理时因局部过热造成轴孔位置产生裂纹。经过研究分析认为,该铸件粘砂主要原因为铸件断面较大,冷却凝固过程中大量的热量传递时,因型砂表面耐火度较低导致型砂过热烧结粘砂。钢液充满型腔之后,随着钢液液面的升高,砂型表面受到的压力增大,部分钢液渗入砂型的孔隙中被氧化,形成化学粘砂。而刷涂的涂料不能加固砂型表面,砂型表面刷覆涂料后,涂料不能很好地渗透铸型表面充填砂粒之间的孔隙,且涂料本身强度较低,不能改善砂粒表面的粘结力和涂层的致密度,对铸型的表面强度没有明显改善。
通过对原因的确认,在保证原有铸造工艺的前提下,我们用石灰石砂代替树脂砂对内腔轴孔芯的制作进行了改良,由于石灰石砂溃散性好,落砂清理容易,并且能保证铸件表面质量,同时改用福士科涂料代替以前使用的涂料。通过对类似产品试验发现,因石灰石砂粒较粗,表面孔隙较大,而该涂料能向铸型内部充分渗透,形成高渗透性、高耐火度的涂层,避免了铸件粘砂,且高温下涂层与铸型不剥离。若浇注时涂层从砂型上剥离,会导致铸件产生夹杂涂料的缺陷,特别是涂层厚或施涂多层涂料时此缺陷更容易发生。使用福士科涂料改善了铸件因石灰石砂导致的表面粗糙度差的缺陷,耐火填料颗粒很细,可充分浸入到砂型的孔隙中,涂层表面光滑。
(1)造型过程 通过对其他类似产品的多次试验,采用福士科ISOMOL300型醇基涂料对铸件进行生产,操作时对砂芯的表面质量严格控制,涂刷涂料的过程中采取三层2.0mm的操作要求统一进行涂刷。涂刷过程中,第一层将涂料进行稀释,保证第一次涂刷时多数的骨料会同载体一起渗透到砂型的缝隙里面,利用涂料的特性增加砂型的强度及耐火度,点燃后将表面烧损的涂料以及滴痕、刷痕进行打磨;第二层将涂料的黏稠度在进行调整,将黏稠度增加,以确保涂层的厚度,因为涂刷层可以起到耐火作用,这是铸件产生粘砂与否的关键序;第三次涂刷时将涂料黏稠度调整到介于第一、第二层之间,此次涂刷的主要目的是对整体涂层进行调整,保证砂型表面的光滑平整以保证铸件的外观质量。
刷涂过程控制要点:首先将涂料桶中的涂料在搅拌机中搅拌均匀,然后按规定比例加酒精稀释。再次搅拌均匀,待涂料静止后,用波美计检测涂料的波美度至适宜值。使用过程中每隔2h必须搅拌10min。刷涂时波美度控制在75~85,密度在1.81~1.85kg/L即可。将搅拌好的涂料倒入专用容积中,便于携带。根据铸件表面的大小或形状选择不同的刷子,涂刷时要选择正确的涂刷顺序,杜绝出现堆积和刷不均现象,对于死角或容易堆积的脐子、筋板等地方,应当多刷几次,确保砂芯表面光滑平整
、棱角清晰、尺寸形状正确。杜绝出现刷痕、流淌痕。涂层厚度要保证0.5~1mm,易粘砂部位应涂刷至少三遍涂料。刷涂完成的砂芯经过组装合箱之后,对整体型腔进行烘烤,因铸型在合箱过程中难免有部分涂层会吸潮而影响涂料的性能,所以必须在砂型浇注前24h采用电热烘干装置对型腔进行烘烤。第一阶段150~170℃烘干8h,以确保型腔中的水分随热量迁移到型外,同时也避免温度过高导致涂料层因急速受热导致局部涂料从砂型剥离。第二阶段180~200℃烘干12h,提高烘干温度的原因是将铸型表面深层的水分进行烘干,由于型腔具备一定的温度,避免了急剧受热剥离现象。第三阶段100~130℃烘干4h,此阶段的主要目的是为了确保浇注前型腔不至于急速冷却影响涂层的温降,保证了型腔的温度,同时也保证了涂层不会因急速冷却吸收空气中的水分。在保证其他所有工艺技术参数相同的前提下进行浇注。图1~图3为造型过程中铸件局部型腔及型腔表面的涂刷层。

图1 砂型局部

图2 型腔表面涂层

图3 型腔表面涂层
(2)清理落砂 在铸件打箱后进行清理,观察铸件的外观发现与以往的产品相比,该铸件的表面质量有很大的改善,以往铸件落砂后表面需要进行碳弧气刨对表面粘砂进行清理,严重时还需要使用氧焰焙烧,但严重焙烧会导致铸件局部缺肉,通过改进措施后,该铸件表
面较好,在清理过程中节省了生产时间,降低了清理材料的消耗。图4从各个角度观察铸件落砂后的外观表面。

图4 铸件初步清理后外观
(3)清理打磨 因铸件外观表面船件要求较高,要求对铸件进行整体打磨,从图5中可以看到初步打磨的情况,因树脂砂造型铸件表面的精度较高,再加上对涂料的使用进行了控制,该铸件的表面质量得到很大提高,打磨量较之前相对减少,节省了1/3的工期,降低了一半的人工成本。
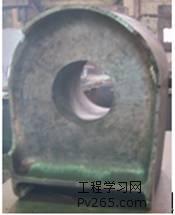
图5 铸件初步打磨
结语
根据铸件的结构特点,正确合理地使用涂料能将铸件的总成本大幅度降低。根据我公司铸造分厂数据统计,对于大型铸钢件砂型铸造生产上铸件时,使用涂料前铸件消耗材料总成本1800~1900元/t,铸件清理般为150~170元/t,使用涂料后清理成本为110~130元/t。采用涂料能降低铸件生产成本30~40元/t,同时降低了铸件的废品率。涂料的合理使用提高了铸件的表面质量,降低了清理落砂的工期,增加了成本效益,保证了交货期和客户满意度。
来源:《金属加工(热加工)》转载请注明出处
建筑资质代办咨询热线:13198516101
 咨询热线:13198516101
咨询热线:13198516101 
